Тези, които се интересуват от 3D принтиране, понякога просто са шокирани от разходите си за пластмасова нишка за печат (филамент). Въпреки че не е много скъпа, тя се консумира в големи количества, така че сумите за дупето й са солидни. За да спестите пари, нишката може да бъде направена безплатно от обикновени пластмасови PET бутилки.
Необходимо оборудване:
- Резачка за бутилки;
- помпа за помпане на гуми;
- нагревател 200-225 градуса по Целзий с изходна дюза 1,75 мм;
- изтеглящ и навиващ механизъм.
Процес на производство на нишка от PET бутилки
PET бутилките се използват като суровина за производството на нишки. В идеалния случай те трябва да бъдат оцветени. Те трябва да бъдат изравнени преди употреба. За тази цел се модифицира обикновена капачка на бутилка. Трябва да инсталирате клапан от автомобилна камера в него. С негова помощ бутилката се изпомпва с въздух с помощта на конвенционална помпа за повишаване на налягането вътре (повече подробности тук - https://i.washerhouse.com/6732-kak-vyprjamljat-ljubye-figurnye-pjet-butylki.html).

След това вентилът се затяга в патронника на отвертката. Трябва да завъртите напомпаната бутилка над запалена газова горелка. Той ще се затопли, ще омекне и благодарение на вътрешното налягане ще се изравни.

Една права бутилка се нарязва на лента с помощта на нож за бутилки. Ще се получи по-хомогенно, отколкото ако се разтвори без подготовка. Ако стените на бутилката са дебели, тогава ширината на лентата трябва да бъде 5-6 мм. От тънка бутилка минерална вода е по-добре да изрежете 7-8 мм ширина.


Ръбът на лентата се нарязва под ъгъл, след което се пуска в дюзата на нагрят нагревател. За да работите с PET лента, нейната температура трябва да бъде +200-225 градуса по Целзий. Диаметърът на изхода на дюзата е 1,75 mm, а входът е сгънат, за да улесни поставянето и промяната на формата на широката лента.


Ръбът на нишката, издърпан през горещата дюза, трябва да бъде завързан и свързан към механизма за изтегляне и навиване. Това е стъпков двигател с редуктори и намотка. Частите за него могат да бъдат отпечатани на принтер. Скоростта на навиване се регулира, така че лентата да има време да се нагрее достатъчно и да промени формата си.
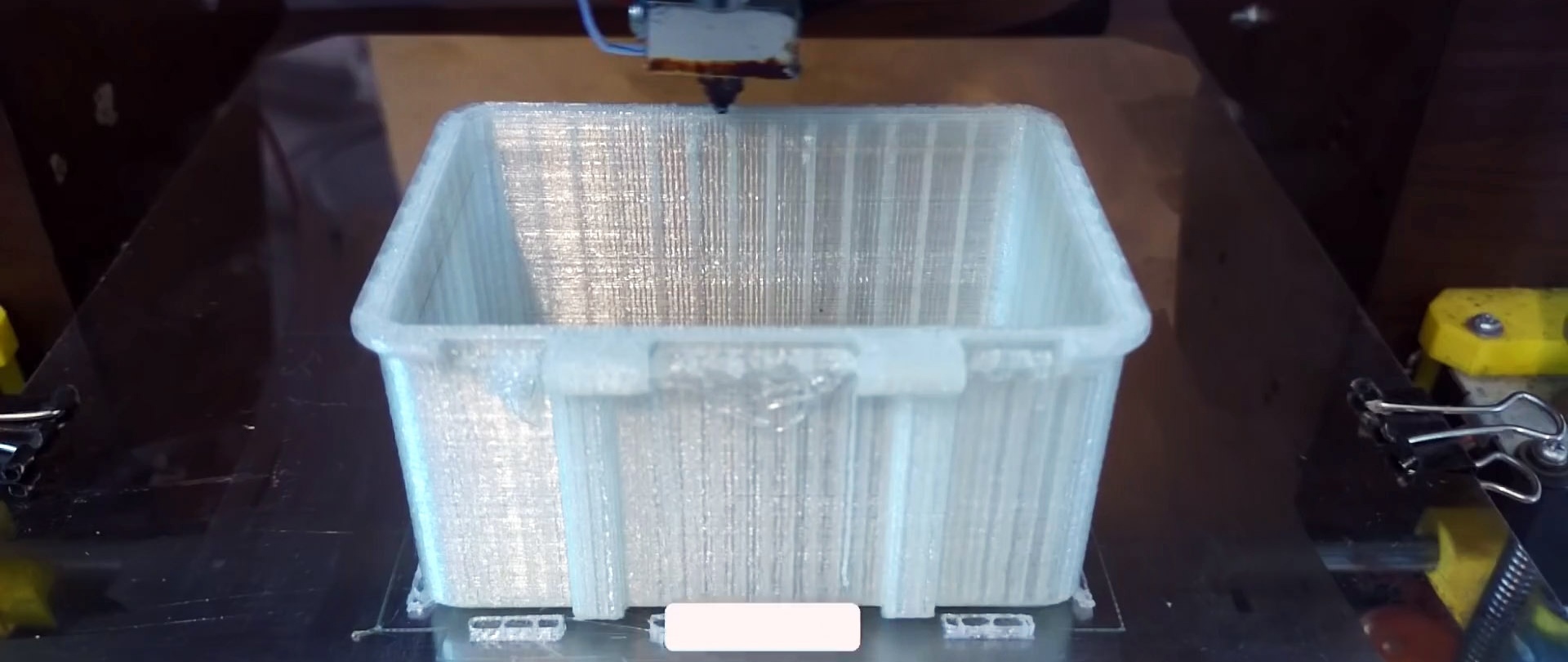
За да направите пръта дълъг, лентите могат да бъдат залепени заедно преди производството, загрявайки краищата до +270-280 градуса по Целзий. Получената нишка се отпечатва перфектно, когато температурата е настроена на +250-260 градуса по Целзий.

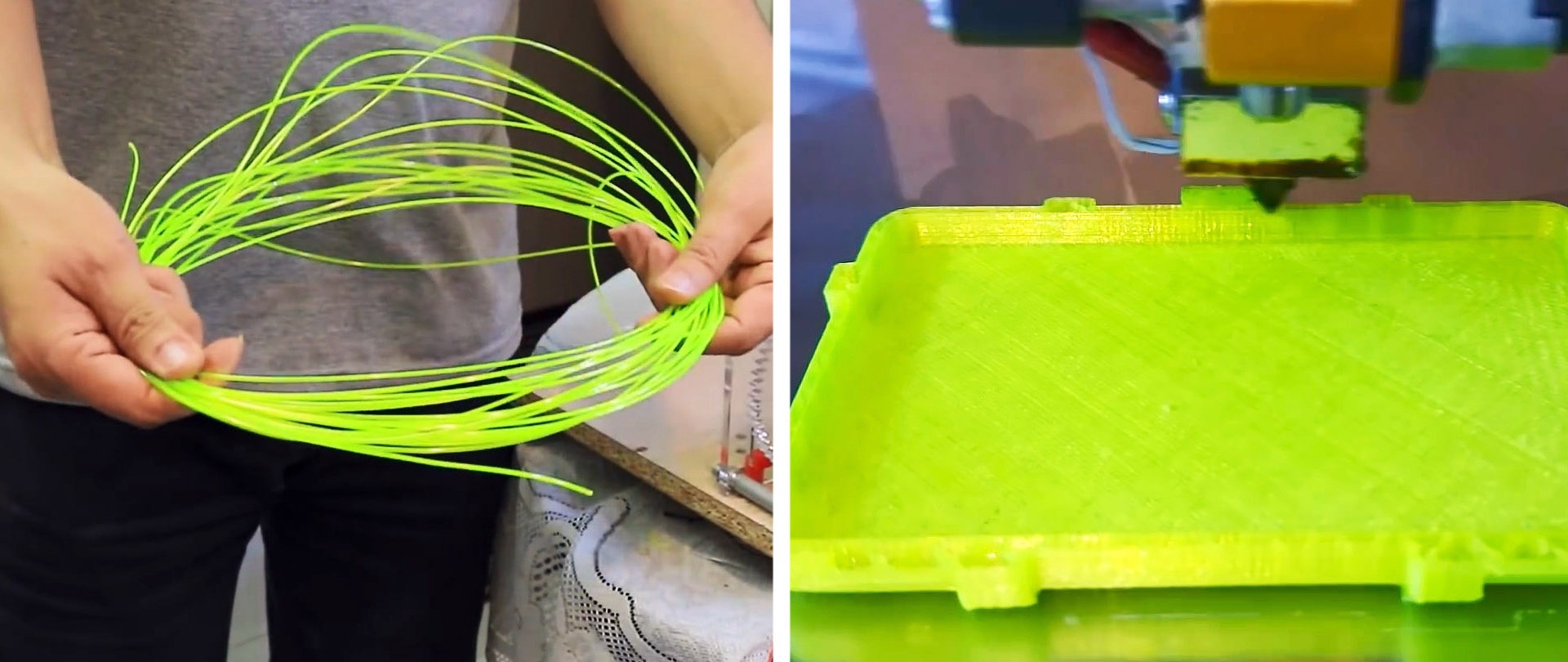
Цялото оборудване, необходимо за производството, може да бъде изработено по занаятчийски начин. Към нея няма специални изисквания освен възможността за настройка. За нагревателя това е съответната температура, а за навиващия механизъм скоростта на въртене на бобината. В резултат на това можете буквално да получите висококачествена нишка от боклука.

Ако лентата е права, а това ще бъде, ако първо изправите бутилката, тогава качеството на печат с такава пръчка е идеално.