Основни материјали:
- цев 100 мм;
- угао 50к50 мм;
- трака 50 мм;
- М16 клинови – 2 ком.;
- вијци М10, М16;
- обичне и продужене матице, подлошке М10, М16, М20.
Процес израде стезаљке за заваривање
Од цеви треба да исечете комад дужине 7-10 цм.У средини се прави изрез ширине 16 мм, на пола круга.
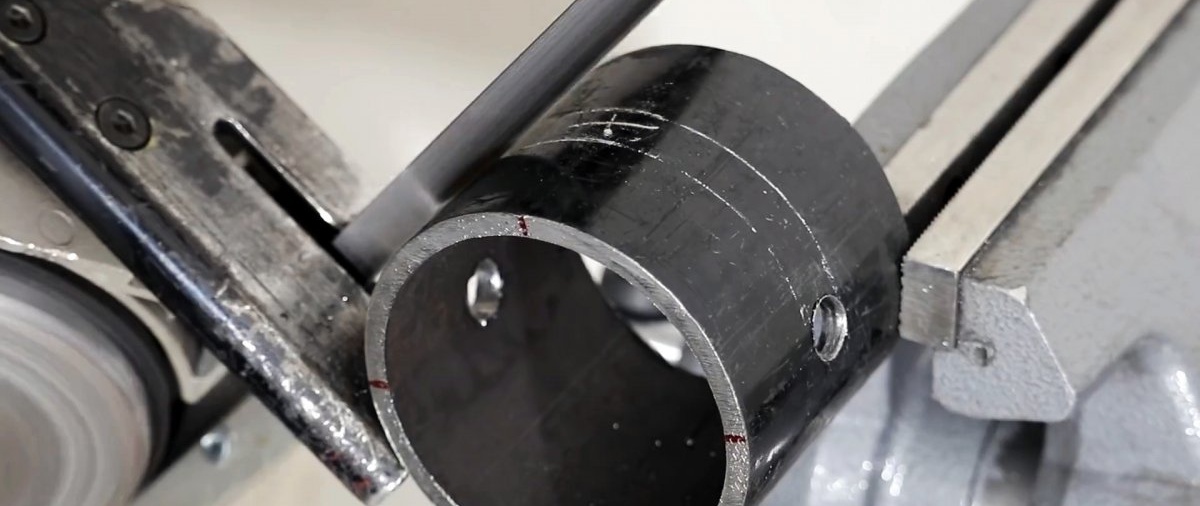

Затим морате припремити 2 комада угла дуж дужине цеви. У центар једног од њих заварен је вијак М16 са машинском главом.

Угао са завртњем се убацује у прорез у цеви. Изнутра се на њега ставља навртка М20 и причвршћује М16.

Морате померити угао до ивице жлеба и стегнути га. Затим се други поставља близу њега и заварује за цев.

На углове се под правим углом заварују траке дужине 15 цм.Важно је да се метал при заваривању не савија и да се угао одржава.

У следећој фази се израђују 2 заустављања за стезање стезаљке. Да бисте то урадили, 2 прстена су исечена из цеви од 3/4 инча.

Подлошке су заварене на њихове стране. На једној страни морате заварити малу подлошку тако да глава М10 вијка не прође кроз њу.

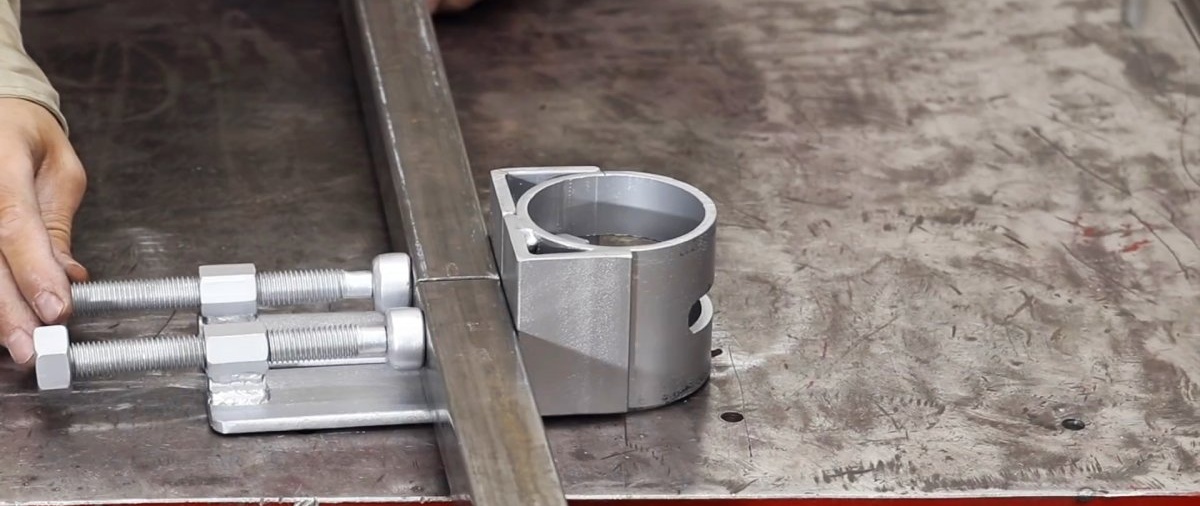
Да бисте направили стезаљку, потребно је да припремите 2 клина М16. За њих је на једном крају заварена глава, као што се могу користити навртке М20.

Од другог се до краја заварују матице М10. Потоњи су машински обрађени како би се продужене М16 матице зашрафиле на клинове.


Зауставници су причвршћени за клинове са вијцима М10.

Затим их морате заварити издуженим матицама на траке на угловима. У ту сврху се користе одстојници од шипки.
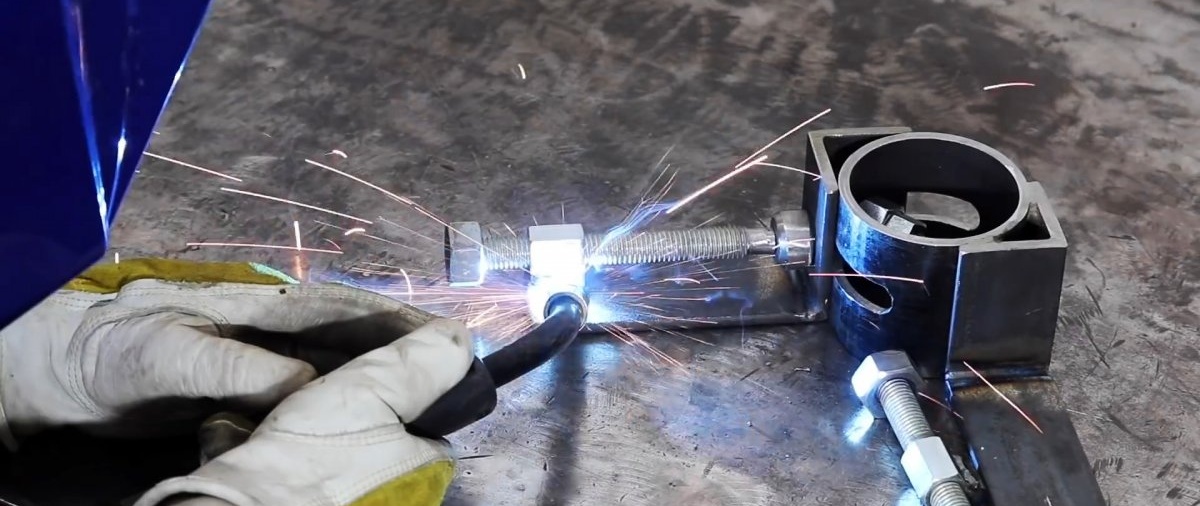
Након заваривања, стезаљка је обојена.

Његов покретни угао мора бити постављен тачно насупрот завареном да би се одржао прави угао. Затим се на цеви постављају ознаке дуж њених ивица. Након тога, померите угао кретања на 45 степени, а такође поставите зарезе.

На основу ознака биће могуће подесити стезаљку под жељеним углом и на њој причврстити цеви или друге ваљане производе за заваривање. Резултат је веома згодан, користан дизајн који вам омогућава да заварите чак и металне конструкције.